Прутки из бериллиевой бронзы. Технические условия
ГОСТ 15835-70
Группа В55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
Технические условия
Beryllium bronze bars. Specifications
ОКП 18 4670
Дата введения 1971-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
В.И.Александрин, Р.С.Липман (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 01.04.70 N 425
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 427-75 | 3.4 |
ГОСТ 1497-84 | 3.5 |
ГОСТ 2999-75 | 3.7 |
ГОСТ 3282-74 | 4.1 |
ГОСТ 3560-73 | 4.1 |
ГОСТ 4381-87 | 3.2 |
ГОСТ 6507-90 | 3.2 |
ГОСТ 7502-89 | 3.2 |
ГОСТ 8026-92 | 3.4 |
ГОСТ 9012-59 | 3.7 |
ГОСТ 9557-87 | 4.1 |
ГОСТ 14019-82 | 3.8 |
ГОСТ 14192-96 | 4.2, 4.4 |
ГОСТ 15027.1-77 - ГОСТ 15027.3-77 | 3.11 |
ГОСТ 15027.5-77 - ГОСТ 15027.7-77 | 3.11 |
ГОСТ 15846-79 | 4.1 |
ГОСТ 18175-78 | 2.1 |
ГОСТ 20068.1-79 - ГОСТ 20068.3-79 | 3.11 |
ГОСТ 20435-75 | 4.3 |
ГОСТ 21073.0-75 | 3.10 |
ГОСТ 21073.3-75 | 3.10 |
ГОСТ 24047-80 | 3.5 |
ГОСТ 24321-80 | 3.11 |
ГОСТ 24597-81 | 4.1 |
ТУ 2-034-225-87* | 3.4 |
________________
* ТУ, упомянутые здесь и далее по тексту, являются авторской разработкой. За дополнительной информацией обратитесь по ссылке. - Примечание изготовителя базы данных.
4. Ограничение срока действия снято Постановлением Госстандарта СССР от 27.06.91 N 1052
5. ПЕРЕИЗДАНИЕ (март 1999 г.) с Изменениями N 1, 2, 3, утвержденными в апреле 1986 г., июне 1987 г., июне 1991 г. (ИУС 8-86, 10-87, 10-91)
Настоящий стандарт распространяется на круглые, квадратные, шестигранные тянутые прутки и круглые прессованные прутки из бериллиевой бронзы, применяемые в приборостроении и машиностроении.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1. СОРТАМЕНТ
1.1. Номинальные диаметры круглых тянутых прутков и номинальные диаметры вписанной окружности квадратных и шестигранных прутков и предельные отклонения по ним должны соответствовать указанным в табл.1.
Таблица 1
мм
Номинальный диаметр | Предельные отклонения по диаметру | ||||
Круглые | Квадратные и шестигранные | ||||
высокой точности | повышенной точности | нормальной точности | повышенной точности | нормальной точности | |
5,0 | -0,05 | -0,08 | -0,16 | -0,08 | -0,16 |
5,5 | - | - | |||
6,0 | -0,08 | -0,16 | |||
6,5 | -0,06 | -0,10 | -0,20 | - | - |
7,0 | -0,10 | -0,20 | |||
7,5 | - | - | |||
8,0 | -0,10 | -0,20 | |||
8,5 | - | - | |||
9,0 | -0,10 | -0,20 | |||
9,5 | - | - | |||
10,0 | -0,10 | -0,20 | |||
10,5 | -0,07 | -0,12 | -0,24 | - | - |
11,0 | -0,12 | -0,24 | |||
11,5 | - | - | |||
12,0 | -0,12 | -0,24 | |||
13,0 | - | - | |||
14,0 | -0,12 | -0,24 | |||
15,0 | - | - | |||
16,0 | - | - | |||
17,0 | -0,12 | -0,24 | |||
18,0 | - | - | |||
19,0 | - | -0,14 | -0,28 | -0,14 | -0,28 |
20,0 | - | - | |||
21,0 | -0,14 | -0,28 | |||
22,0 | -0,14 | -0,28 | |||
23,0 | - | - | |||
24,0 | -0,14 | -0,28 | |||
25,0 | - | - | |||
26,0 | - | - | |||
27,0 | -0,14 | -0,28 | |||
28,0 | - | - | |||
30,0 | -0,14 | -0,28 | |||
32,0 | -0,17 | -0,34 | -0,17 | -0,34 | |
35,0 | - | - | |||
36,0 | -0,17 | -0,34 | |||
38,0 | -0,17 | -0,34 | |||
40,0 | - | - | |||
Примечание. Теоретическая масса 1 м прутков приведена в приложении 1.
(Измененная редакция, Изм. N 1, 3).
1.2. Диаметры прессованных прутков и предельные отклонения по ним должны соответствовать указанным в табл.2.
Таблица 2
мм
Диаметры прутков | Предельные отклонения |
42,0 | -2,0 |
45,0 | |
48,0 | |
50,0 | |
55,0 | -2,4 |
60,0 | |
65,0 | |
70,0 | |
75,0 | |
80,0 | |
85,0 | -2,8 |
90,0 | |
95,0 | |
100,0 |
1.3. Овальность круглых прутков не должна выводить размеры прутков за предельные отклонения по диаметру.
1.4. По длине прутки изготовляют немерной длины:
1,5-4,0 м - тянутые;
1,0-2,5 м - прессованные диаметром от 42 до 75 мм включ.;
0,7-2,0 м - прессованные диаметром от 80 до 100 мм включ.
(Измененная редакция, Изм.N 1).
1.5. Допускаются прутки немерной длины меньше приведенной в п.1.4, но не короче 1 м - для прутков диаметром до 40 мм, 0,8 м - для прутков диаметром от 40 до 60 мм и 0,5 м - для прутков диаметром свыше 80 мм в количестве не более 15% массы партии.
По требованию потребителя прутки высокой и повышенной точности изготовляют без короткомера.
(Измененная редакция, Изм. N 1, 3).
1.6. (Исключен, Изм. N 1).
Условные обозначения прутков проставляют по схеме:
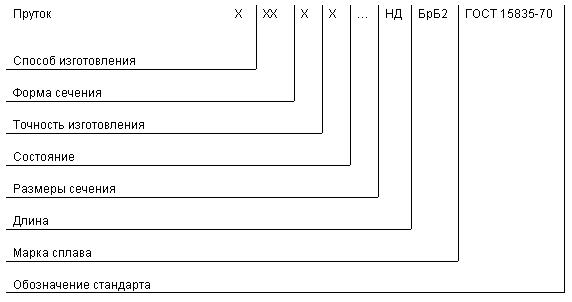
при следующих сокращениях:
Способ изготовления: | тянутые | Д |
прессованные | П | |
Форма сечения: | круглые | КР |
квадратные | КВ | |
шестигранные | ШГ | |
Точность изготовления: | нормальная | Н |
повышенная | П | |
высокая | В | |
Состояние: | мягкое (закаленное) | М |
твердое (холоднодеформированное после закалки) | Т | |
Длина: | немерная | НД |
Вместо отсутствующих данных ставят "X".
Пруток тянутый, круглый, повышенной точности изготовления, мягкий (после закалки), диаметром 19,0 мм из бронзы марки БрБ2
Пруток ДКРП М 19 НД БрБ2 ГОСТ 15835-70
Пруток тянутый, шестигранный, нормальной точности изготовления, твердый (после закалки), диаметром 19,0 мм из бронзы марки БрБ2
Пруток ДШГН Т 19 НД БрБ2 ГОСТ 15835-70
Пруток прессованный диаметром 60 мм из бронзы марки БрБ2
Пруток ПКРХХ 60 НД БрБ2 ГОСТ 15835-70
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Прутки изготовляют из бронзы марки БрБ2 с химическим составом по ГОСТ 18175.
2.2. Поверхность прутков должна быть чистой, не должна иметь плен, раковин, трещин, пузырей, вмятин, задиров и царапин.
Допускаются местные поверхностные дефекты, не выводящие прутки при контрольной зачистке за предельные отклонения по диаметру.
Допускаются следы технологической смазки, а также цвета побежалости, местные покраснения и потемнения.
2.3. В изломе прутки не должны иметь посторонних включений, расслоений и пустот.
Примечание. В прутках диаметром 70 мм и более допускаются мелкие точечные поры. По требованию потребителя качество излома устанавливают по образцам, утвержденным в установленном порядке.
2.1-2.3. (Измененная редакция, Изм. N 1).
2.4. Прутки должны быть выправлены. Местная кривизна прутков на 1 м не должна превышать величин, указанных в табл.3.
Таблица 3
мм
Способ изготовления прутков | Допускаемая кривизна для прутков диаметром | ||
от 5 до 18 | св. 18 до 40 | св. 40 до 100 | |
Тянутые | 3,0 | 2,0 | - |
Прессованные | - | - | 6,0 |
Общая кривизна прутков не должна превышать произведения допускаемой местной кривизны на 1 м на общую длину прутка в метрах.
Прутки мягкие на прямолинейность не проверяются.
2.5. Прутки должны поставляться ровно обрезанными с торцов.
Допускается поставка прутков диаметром 15 мм и менее с обрубленными торцами.
2.6. Прутки изготовляют:
мягкими (закаленными);
твердыми (холоднодеформированными после закалки);
прессованными.
2.7. Механические свойства прутков должны соответствовать нормам, указанным в табл.4.
Таблица 4
Марка бронзы | Диаметр прутков, мм | Способ изготовления прутков | Состояние | Временное сопротивление разрыву | Относительное удлинение | Твердость по Бринеллю, НВ |
БрБ2 | 5,0-40,0 | Тянутые | Мягкий (после закалки) | 390(40)-590(60) | 25 | 100-150 |
5,0-15,0 | Тянутые | Твердый (холоднодеформи- | 740(75)-980(100) | 1,0 | Не менее 150 | |
16,0-40,0 | Тянутые | Твердый (холоднодеформи- | 640(65)-880(90) | 1,0 | Не менее 150 | |
42-100 | Прессованные | Прессованный | Не менее | 20 | - |
Примечания:
1. (Исключен, Изм. N 1).
2. Прутки диаметром менее 12 мм испытанию на твердость не подвергаются.
2.8. Механические свойства образцов тянутых прутков после дисперсионного твердения (старения) должны соответствовать указанным в табл.5.
Таблица 5
Марка бронзы | Состояние материала образцов | Временное сопротивление разрыву | Относительное | Твердость по Виккерсу, HV, не менее |
БрБ2 | Состаренное из мягкого состояния (после закалки) | 1080(110) | 2,0 | 320 |
Состаренное из твердого состояния (после закалки и холодной деформации) | 1180(120) | 2,0 | 340 |
Примечания:
1. (Исключен, Изм. N 1).
2. Рекомендуемые режимы термической обработки образцов приведены в приложении 2.
(Измененная редакция, Изм. N 1).
2.9. Прутки твердые (холоднодеформированные) диаметром 10 мм и менее, предназначенные для изготовления пружин, подвергаются испытанию на навивку.
При испытании на навивку пруток не должен давать трещин и не должен расслаиваться.
2.6-2.9. (Измененная редакция, Изм. N 1).
2.10. Тянутые твердые прутки при испытании на изгиб должны выдерживать в холодном состоянии без появления следов надрыва и отслаивания на изгиб на 90°.
2.11. По требованию потребителя микроструктура состаренных после закалки образцов, отобранных от прутков из бронзы марок БрБ2, должна иметь равномерное распределение включений ![]() -фазы и величину зерна, устанавливаемые по эталонам, согласованным между сторонами.
-фазы и величину зерна, устанавливаемые по эталонам, согласованным между сторонами.
Примечание. По требованию потребителя средняя величина зерна не должна превышать 50 мкм.
2.12. (Исключен, Изм. N 1).
2а. ПРАВИЛА ПРИЕМКИ
2а.1. Прутки принимают партиями. Партия должна состоять из прутков одного способа изготовления, одной точности изготовления, одного состояния материала, одного размера и профиля и быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение прутка;
результаты испытаний (по требованию потребителя);
номер партии;
массу партии.
Масса партии должна быть не более 1000 кг.
2а.2. Проверке наружной поверхности и контролю размеров подвергают каждый пруток партии.
2а.3. Для проверки кривизны, временного сопротивления и относительного удлинения в состоянии поставки и после дисперсионного твердения, а также для испытания на изгиб, навивку, излом, твердость и определение величины зерна отбирают два прутка или два пучка от партии.
Испытание на навивку проводят по требованию потребителя.
2а.4. Для проверки химического состава отбирают два прутка или два пучка от партии. Допускается изготовителю проверку химического состава проводить на пробе, отобранной от расплавленного металла.
2а.5. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей, по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
Допускается изготовителю проводить сплошной контроль прутков.
Разд.2а. (Введен дополнительно, Изм. N 1).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Наружный осмотр прутков проводят без применения увеличительных приборов.
3.2. Измерение диаметра и овальности круглых прутков проводят не менее чем в двух взаимно перпендикулярных направлениях и диаметра вписанной окружности квадратных и шестигранных прутков в любых двух направлениях одного сечения микрометром по ГОСТ 6507 или ГОСТ 4381. Измерение длины проводят измерительной металлической рулеткой по ГОСТ 7502*.
________________
* На территории Российской Федерации действует ГОСТ 7502-98. - Примечание изготовителя базы данных.
3.3. Измерение кривизны, испытание на навивку и излом производят на двух прутках, отобранных от партии. От двух пучков, взятых от партии, отбирают по одному прутку.
Отбор образцов для испытаний на растяжение и изгиб и для определения твердости, величины зерна и химического состава производят от двух прутков, отобранных от партии. От двух пучков, взятых от партии, отбирают по одному прутку. От каждого из двух прутков берут по одному образцу каждого испытания.
3.1-3.3. (Измененная редакция, N 1).
3.4. Кривизну прутков проверяют следующим способом: пруток помещают на плиту. К проверяемому прутку прикладывают жесткую поверочную линейку по ГОСТ 8026 длиной 1 м и с помощью щупа по ТУ 2-034-225 или металлической измерительной линейки по ГОСТ 427, или шаблонов измеряют максимальное расстояние между линейкой и прутком.
Допускается применять другие методы и измерительные инструменты, не уступающие по точности указанным в стандарте.
3.5. Испытание на растяжение проводят по ГОСТ 1497. Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
Допускается для прутков с площадью поперечного сечения более 80 мм![]() вытачивать образцы диаметром 6 и 8 мм из центральной части прутка.
вытачивать образцы диаметром 6 и 8 мм из центральной части прутка.
3.4, 3.5. (Измененная редакция, Изм. N 1, 2).
3.6. Для проверки металла в изломе прутки надрезают с одной или двух сторон, после чего ломают.
Надрез должен быть сделан с таким расчетом, чтобы излом проходил через центральную часть прутка. Концы прутков, подвергнутых контрольному излому, не обрезают. Осмотр излома производят без применения увеличительных приборов.
3.7. Твердость измеряют на торцовой поверхности прутка по Бринеллю (ГОСТ 9012), по Виккерсу (ГОСТ 2999).
(Измененная редакция, Изм. N 1).
3.8. Для испытания на изгиб отбирают образцы длиной по (150±25) мм каждый.
Образцы твердых прутков диаметром от 5 до 10 мм изгибают в необточенном виде, а диаметром более 10 мм обтачивают эксцентрично до диаметра 10 мм, оставляя одну сторону необточенной.
При изгибе образца необточенная поверхность должна быть наружной.
Тянутые твердые прутки должны выдерживать изгиб на 90° вокруг оправки с радиусом закругления, равным двойному диаметру прутка.
Испытание на изгиб проводят по ГОСТ 14019*.
________________
* На территории Российской Федерации действует ГОСТ 14019-2003. - Примечание изготовителя базы данных.
3.9. Испытание на навивку проводят путем навивки 10 витков на цилиндрическую оправку, диаметр которой должен быть равен двойному диаметру прутка.
Осмотр поверхности прутков после испытания на изгиб и навивку производят без применения увеличительных приборов.
3.10. Определение величины зерна проводят по ГОСТ 21073.0, ГОСТ 21073.3. Образцы для определения величины зерна отбирают вдоль направления деформации.
(Измененная редакция, Изм. N 1).
3.11. Химический состав определяют по ГОСТ 20068.1 - ГОСТ 20068.3, ГОСТ 15027.1 - ГОСТ 15027.3, ГОСТ 15027.5 - ГОСТ 15027.7 или другими методами, не уступающими по точности указанным в стандарте.
При возникновении разногласий в оценке качества химический состав прутков определяют по ГОСТ 15027.1 - ГОСТ 15027.3, ГОСТ 15027.5 - ГОСТ 15027.7 и ГОСТ 20068.1 - ГОСТ 20068.3.
Отбор проб для анализа химического состава - по ГОСТ 24321.
(Введен дополнительно, Изм. N 1).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Прутки диаметром до 35 мм включительно связывают в пучки массой не более 80 кг. Каждый пучок должен состоять не менее чем из трех прутков и должен быть перевязан проволокой в два оборота диаметром не менее 1,2 мм по ГОСТ 3282 или другим материалом по нормативно-технической документации не менее чем в двух местах, а при длине прутков свыше 3 м не менее чем в трех местах, таким образом, чтобы исключалось взаимное перемещение прутков в пучках, равномерно по длине пучка.
Концы проволоки соединяют скруткой не менее пяти витков.
Тянутые прутки диаметром до 12 мм включительно упаковывают в 1-2 слоя в синтетические и нетканые материалы, обеспечивающие сохранность качества прутков, по нормативно-технической документации и перевязывают поверх упаковочного материала проволокой диаметром не менее 1,2 мм по ГОСТ 3282 не менее чем в двух местах.
Грузовые места должны быть сформированы в транспортные пакеты. Габаритные размеры пакетов - по ГОСТ 24597.
Пакетирование пучков и отдельных прутков, не связанных в пучки, проводят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 2 мм в два оборота по ГОСТ 3282 или лентой размерами не менее 0,3х30 мм по ГОСТ 3560 или с использованием пакетируемых строп из проволоки по ГОСТ 3282 диаметром не менее 5 мм со скруткой не менее трех витков. Концы проволоки соединяют скруткой не менее пяти витков, ленты - в замок.
Упаковка прутков, предназначенных для районов Крайнего Севера и труднодоступных районов, проводится в соответствии с требованиями ГОСТ 15846*.
________________
* На территории Российской Федерации действует ГОСТ 15846-2002. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1, 3).
4.2. К каждому пучку прутков должен быть прикреплен металлический или фанерный ярлык по ГОСТ 14192 с указанием: товарного знака или наименования и товарного знака предприятия-изготовителя, условного обозначения прутков, номера партии, обозначения настоящего стандарта, штампа технического контроля.
На прутках диаметром 25-35 мм должна быть выбита марка сплава и на прутках диаметром свыше 35 мм марка сплава и нанесено клеймо технического контроля.
4.3. Транспортирование прутков осуществляется транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Допускается прутки, связанные в пучки массой не более 80 кг, транспортировать в унифицированных контейнерах по ГОСТ 20435 или в специализированных контейнерах по нормативно-технической документации.
4.4. Транспортная маркировка грузовых мест - по ГОСТ 14192 с дополнительным нанесением манипуляционного знака "Боится сырости" и надписи номера партии в свободном от транспортной маркировки месте.
Транспортную маркировку наносят любым способом, предусмотренным ГОСТ 14192.
4.5. Прутки должны храниться в крытых помещениях, в условиях, исключающих механические повреждения, воздействие влаги и активных химических веществ.
4.2-4.5. (Измененная редакция, Изм. N 1).
4.6. При хранении и транспортировании прутки должны быть защищены от механических повреждений, действия влаги и активных химических реагентов.
ПРИЛОЖЕНИЕ 1 (справочное). ТЕОРЕТИЧЕСКАЯ МАССА 1 м ПРУТКОВ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
ПРИЛОЖЕНИЕ 1
Справочное
Номинальный диаметр круглых прутков в диаметр вписанной окружности квадратных и шестигранных прутков, мм | Площадь поперечного сечения прутков, мм | Теоретическая масса 1 м прутков, кг | ||||
круглых | квадратных | шестигранных | круглых | квадратных | шестигранных | |
5,0 | 19,6 | 25,0 | 21,7 | 0,161 | 0,205 | 0,718 |
5,5 | 23,8 | - | - | 0,195 | - | - |
6,0 | 28,3 | 36,0 | 31,2 | 0,232 | 0,295 | 0,256 |
6,5 | 32,2 | - | - | 0,272 | - | - |
7,0 | 38,5 | 49,0 | 42,4 | 0,316 | 0,402 | 0,348 |
7,5 | 44,2 | - | - | 0,362 | - | - |
8,0 | 50,3 | 64 | 55,4 | 0,412 | 0,525 | 0,454 |
8,5 | 56,7 | - | - | 0,465 | - | - |
9,0 | 63,6 | 81 | 70,2 | 0,522 | 0,664 | 0,575 |
9,5 | 70,9 | - | - | 0,581 | - | - |
10,0 | 78,5 | 100 | 86,6 | 0,664 | 0,820 | 0,710 |
10,5 | 86,5 | - | - | 0,729 | - | - |
11,0 | 95,0 | 121 | 104,8 | 0,779 | 0,992 | 0,859 |
11,5 | 102,5 | - | - | 0,85 | - | - |
12,0 | 113,1 | 144 | 124,7 | 0,927 | 1,181 | 1,023 |
13,0 | 132,7 | - | - | 1,088 | - | - |
14,0 | 153,9 | 196 | 169,7 | 1,262 | 1,607 | 1,392 |
15,0 | 176,7 | - | - | 1,449 | - | - |
16,0 | 201,1 | - | - | 1,649 | - | - |
17,0 | 227,0 | 289 | 250,3 | 1,861 | 2,370 | 2,052 |
18,0 | 254,5 | - | - | 2,087 | - | - |
19,0 | 283,5 | 361 | 312,6 | 2,325 | 2,960 | 2,504 |
20,0 | 312,2 | - | - | 2,576 | - | - |
21,0 | 346,4 | 441 | 381,9 | 2,840 | 3,616 | 3,132 |
22,0 | 380,1 | 484 | 419,1 | 3,117 | 3,969 | 3,437 |
23,0 | 415,5 | - | - | 3,407 | - | - |
24,0 | 452,4 | 576 | 498,8 | 3,710 | 4,723 | 4,090 |
25,0 | 490,9 | - | - | 4,025 | - | - |
26,0 | 530,7 | - | - | 4,354 | - | - |
27,0 | 572,6 | 729 | 681,0 | 4,695 | 5,978 | 5,174 |
28,0 | 615,8 | - | - | 5,040 | - | - |
30,0 | 706,9 | 900 | 779,0 | 5,796 | 7,380 | 6,388 |
32,0 | 804,2 | 1024 | 887,0 | 6,594 | 8,397 | 7,293 |
35,0 | 962,1 | - | - | 7,969 | - | - |
36,0 | 1017,9 | 1296 | 1122,34 | 8,347 | 10,627 | 9,203 |
38,0 | 1134,1 | 1444 | 1251,5 | 9,300 | 11,841 | 10,026 |
40,0 | 1256,6 | - | - | 10,304 | - | - |
42,0 | 1385,4 | - | - | 11,360 | - | - |
45,0 | 1590,4 | - | - | 13,041 | - | - |
48,0 | 1809,6 | - | - | 14,839 | - | - |
50,0 | 1963,5 | - | - | 16,101 | - | - |
55,0 | 2375,9 | - | - | 19,482 | - | - |
60,0 | 3827,4 | - | - | 23,385 | - | - |
65,0 | 3318,3 | - | - | 27,210 | - | - |
70,0 | 3848,5 | - | - | 31,558 | - | - |
75,0 | 4437,9 | - | - | 36,391 | - | - |
80,0 | 5026,6 | - | - | 41,218 | - | - |
85,0 | 5674,5 | - | - | 46,531 | - | - |
90,0 | 6359,5 | - | - | 52,148 | - | - |
95,0 | 7088,2 | - | - | 58,123 | - | - |
100,0 | 7854,0 | - | - | 64,403 | - | - |
Примечание. При расчете теоретической массы прутков плотность бронзы принята равной 8,2 г/см![]() .
.
ПРИЛОЖЕНИЕ 2 (рекомендуемое). РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБРАЗЦОВ, ИЗГОТОВЛЕННЫХ ИЗ БЕРИЛЛИЕВОЙ БРОНЗЫ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
1. Нагрев до (780±10) °С, выдержка при этой температуре в течение 10-20 мин, мгновенное охлаждение в воде.
2. Дисперсионное твердение (старение) при (315±5) °С, выдержка при этой температуре 2-3,5 ч.